



质量控制文件
- 分类:质量中心
- 发布时间:2019-09-16 00:00:00
- 访问量:0
组件在线生产质量控制要求
1.目的
对太阳能电池组件在线生产质量进行控制,确保产品质量符合设计要求。
2.范围
本规定适用于我司太阳能电池组件在线生产的半成品、成品和出厂检验。
3.职责
3.1质量部负责编制生产过程检验标准和方法,并实施。
3.2技术部负责提供产品标准和产品设计图样。
3.3生产部负责执行生产过程的自检和互检。
4.检验流程
1、关键工序层压:控制设备参数,层压工艺、层压质量及电池片缺陷。
2、 重要工序:
电池片分选:控制电池片档位、颜色搭配及缺陷质量。
单、串焊:控制焊接温度和焊接质量。
叠层:控制电参数匹配、叠层质量及外观质量。
装框:控制设备状态及组框质量。
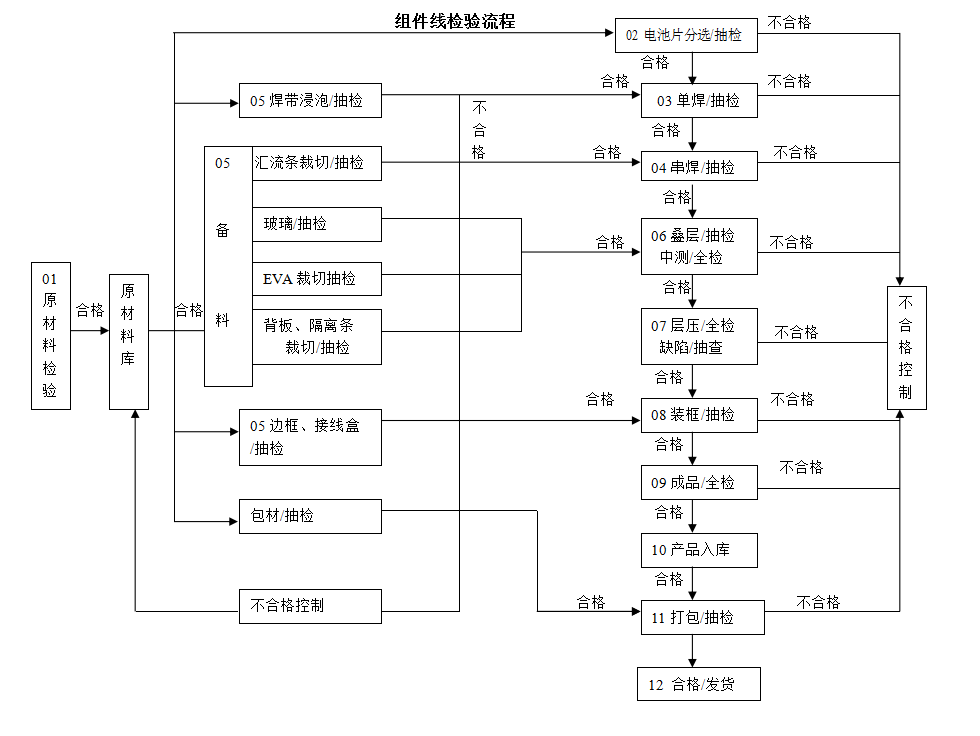
组件生产线QC工程图
| 编号 | 工序名称 | 生产设备 | 控制项目 | 重要度 | 控制方法 | 检验员 | 检验文件 | 相关记录 | 不合格处理 | 处理权限 | |
| 品质特性 | 检验方法 | 检验频率 | |||||||||
| 1 | 原材料检验 | --- | 规格型号 | 目测 | 按原材料检验规范的规定 | IQC | 原材料技术条件 原材料检验规范 | 原材料检验记录 原材料检验报告 | 退货/挑选 /让步接收 | 退货:IQC出不合格品处理主管负责 让步:副总以上 | |
| 材料外观 | 目测 | ||||||||||
| 尺寸 | 直尺、卡尺、千分尺 | ||||||||||
| 交联度、剥离强度 | 相应方法 | 1pc 测试 | |||||||||
| 机械强度 | |||||||||||
| 电性能 | 电池片测试仪 | AQL2.5 | |||||||||
| 检测水平Ⅱ | |||||||||||
| 2 | 电池片分选 | --- | 外观 | 目测 | 100% 板/人次 3次/班 | 操作员 IPQC | 生产作业指导书 《组件制程检验规范》《组件生产工艺标准》 | 《流程单》组件巡检记录 | 返工/退货 |
返工:过程检验员 退货:主管 |
|
| 电性能 | |||||||||||
| 划片 | 划片机 | 尺寸 | 卡尺 | 100% 2板/人次 3次/班 | 操作员 IPQC | 生产作业指导书 《组件制程检验规范》《组件生产工艺标准》 | 《流程单》 组件巡检记录 | 让步接收/返工 | 返工:过程检验员 | ||
| 电性能 | 电池片测试仪 | ||||||||||
| 3 | 单焊 | 恒温烙铁、自动焊接机 | 外观 | 目测 | 100% 6片/人次 次/班 | 操作员 IPQC | 生产作业指导书 《组件制程检验规范》《组件生产工艺标准》 | 《 流程单》 组件巡检记录 | 调机/返工 | 返工:过程检验员 | |
| 焊接质量 | ● | 揭焊带看锡层覆盖面、拉力计 | 3pc/人、班 | ||||||||
| 4 | 串焊 | 恒温烙铁、自动焊接机 | 外观 | 目测 | 100% | 操作员 IPQC | 生产作业指导书 《组件制程检验规范》《组件生产工艺标准》 | 《流程单》 组件巡检记录 | 调机/返工 | 返工:过程检验员 | |
| 焊接质量 | ● | 脱焊和焊带落电极情况、拉力计 | 3串/人次(机台) 3次/人班 | ||||||||
| 编号 | 工序名称 | 生产设备 | 控制项目 | 重要度 | 控制方法 | 检验员 | 检验文件 | 相关记录 | 不合格处理 | 处理权限 | |
| 品质特性 | 检验方法 | 检验频率 | |||||||||
| 5 | 备料 | 自动裁切机 | 外观 | 目测 | 首检 100% 5片/次,3次/班 | 下料员 IPQC | 生产作业指导书 原材料检验规范 《组件制程检验规范》《组件生产工艺标准》 | 《流转单》 工序检验记录 | 调机/退货 | 退货:主管 | |
| 尺寸规格型号 | |||||||||||
| 直尺 | |||||||||||
| 6 | 叠层 | --- | 外观 | 目测 | 100% 1块/台次,3次/班 | 操作员 IPQC | 生产作业指导书 《设计图纸》 《组件制程检验规范》《组件生产工艺标准》 | 《流转单》 工序检验记录 | 返工 | 过程检验员 | |
| 间距尺寸 | 直尺 | ||||||||||
| 焊接质量 | 目测 | ||||||||||
| EL | 组件EL测试仪 | 10块/台次,3次/班 | |||||||||
| 7 | 层压 | 层压机 | 交联度 | 电加热器 | 1次/每批来料 1次/机台 | 试验员 IQC | 交联度实验方法 | EVA交联度 测试报告 | 退货 | 主管 | |
| 烘箱 | |||||||||||
| 层压前外观 | 目测 | 首检 100% 3-4块/台机,3次/班 | 操作员 QC | 生产作业指导书 《组件制程检验规范》《组件生产工艺标准》 | 《流转单》 工序检验记录 | 返工 | 过程检验员 | ||||
| 层压后外观 | 目测 | 让步/返修降级/报废 | 让步、返修值班长 降级、报废:主管 | ||||||||
| 电池缺陷 | ● | EL测试 | 100% | QC | 红外测试标准 | EL测试记录 | |||||
| 8 | 装框 | 组框机 | 外观 尺寸 | 目测 卷尺 塞尺 | 首检 100% 3块/台次,3次/班 | 操作员 IPQC | 生产作业指导书 《组件制程检验规范》《组件生产工艺标准》 | 《流转单》 工序检验记录 | 调机/返修退货/降级 | 调机、返修值班长 | |
| 退货、降级:主管 | |||||||||||
| 9 | 成品检验 | 组件测试仪 绝缘测试仪 | 电性能参数 | 电性能测试仪测试 | 100% | FQC | 《组件生产工艺标准》《组件制程检验规范》 《绝缘测试方法》 | 《流转单》 电参数检测表 绝缘测试记录 | 返工/返修降级/报废 | 返工:检验员 | |
| 绝缘性 | ● | 绝缘测试仪测试 | 返修:值班长 | ||||||||
| 编号 | 工序名称 | 生产设备 | 控制项目 | 重要度 | 控制方法 | 检验员 | 检验文件 | 相关记录 | 不合格处理 | 处理权限 | |
| 品质特性 | 检验方法 | 检验频率 | |||||||||
| 9 | 成品检验 | --- | 外观 | 目测 | 100% | FQC | 组件外观等级判定标准 | 外观检验记录 | 返工/返修降级/报废 | 降级、报废:主管 | |
| 终检作业指导书 | |||||||||||
| 10 | 入库 | --- | --- | --- | --- | --- | --- | 电性能检测报告 组件入库报告 | --- | ||
| 11 | 打包出货 | --- | 外观 | 目测 | 100% | 操作员 FQC | 包装作业指导书 《组件制程检验规范》《组件生产工艺标准》 | 打包检验记录 出厂检验报告 | 返工/返修 | 返工:检验员 返修:领班 | |
| 备注:●:表示重要工程,需作失效模式分析。 | |||||||||||
5.在线生产质量控制
太阳能电池组件在线生产质量控制按以下规定,检验顺序和方法见检验方法,判定依据相应质量检验标准,所有项目检验必须100%合格才能转序。
5.1备料工序:控制EVA、背板、焊带的规格型号和批次,保证裁切尺寸,可允许公差:EVA(长:+1/-6mm,宽:+0/-12mm),背板(长:+6/-0mm,宽:+5/-0mm),焊带(宽:±0.05mm厚:±0.01mm)。备料工首件必检,质检员抽检,3次/班;
5.2分选工序(重要工序):控制电池片档位和颜色搭配,各种外观质量必须符合《电池片外观检验规范》,控制流程单填写和序列号发放正确。分选工自检:确认包装上档位标识,色差分选时对外观进行全检,质检员抽检,10组/人班次,质量要求漏检率<0.3%;
5.3单焊工序(重要工序):控制电烙铁的焊接温度360℃-380℃和电池片外观质量和焊接质量。
5.3.1单片焊接前,焊片工应把温控电烙铁通电,生产领班或设备工艺员把温度调至规定值,待电烙铁实际温度达到规定值后开始单片焊接。焊接过程中,应经常注意电烙铁的实际温度不应偏离规定温度,否则应调整焊接速度。
5.3.2焊片工焊接前必须对待焊电池片进行全检,符合判定标准的才能焊接,焊接后应对所焊电池片进行全检,符合判定标准的转入串焊工序。
5.3.3质检员抽检,必须有3片揭焊带检查锡层覆盖面积,要求焊接附着力满足要求(3栅电池片≥2N,4栅电池片≥1.6N)且锡层覆盖面积大于90%。
5.3.4电池片、焊带、助焊剂为第一次使用或有变动时,应由质检部门按《单片电池拉力试验》进行焊接质量拉力试验或进行焊接后锡层覆盖面积检验(抽检),合格后才可以生产。
5.3.5焊带浸泡质量要求:焊带浸泡时间为10~15min,烘干程度为80~90%(采用烘干机/烘箱),助焊剂有效使用时间为16h。
5.3.6设备人员2次/班进行温度点检,实测值需在设置值的±10℃以内,加热板温度±5℃,热电偶传感丝每测试50次更换。校准值必须在±0.5℃以内;
5.4串焊工序:控制电烙铁的焊接温度380℃-400℃和串焊质量。
5.4.1对新的生产计划,串焊前,工艺员和串焊工应对串接摸板进行确认。
5.4.2串焊工在串焊后应对所焊电池串进行全检,符合判定标准的转入组件叠层工序。
5.4.3质检员抽检,必须有3片揭焊带检查锡层覆盖面积,要求焊接附着力满足要求(3栅≥2N,4栅≥1.6N)且锡层覆盖面积大于80%。
5.4.4设备人员2次/班进行温度点检,实测值需在设置值的±10℃以内,加热板温度±5℃,热电偶传感丝每测试50次更换。校准值必须在±0.5℃以内;
5.5叠层和中测工序(重要工序):控制电烙铁的焊接温度380℃-400℃和组件叠层质量、输出功率。
5.5.1对新的生产计划,组件铺设前,工艺员和质检员应对组件叠层图(技术要求)和实际铺设的组件进行确认。
5.5.2 EL测试参照《SX-WI-05-0137组件EL测试检验规范》进行100%测试,IPQC抽查测试及对EL缺陷进行分析;
5.5.3设备人员2次/班对叠层工序焊接烙铁进行温度点检,设定值、实测值需在标准范围内。
5.6层压和缺陷检测工序(关键工序):控制层压机温度、层压质量和EVA交联度。
5.6.1层压机温度检测
a.设备工艺员每班应合盖用点温仪测试层压机热板温度,热板温度误差符合规定方可使用。温度误差不符规定的,应及时报告设备保障部门,按“设备维护和维修规范”操作。
b.操作工必须经培训合格后上岗,在每班次层压前、设备修理后、停工再生产、工艺变更、参数变更,应先走空机循环1-2次,检查设备一切正常后试压一块,报质检员首检合格,才可批量层压。
5.6.2层压质量检查
a. QC应对层压好的每块电池组件按相应标准进行外观检查。
b. 符合判定标准的转入下一工序,不符标准的质检员填写《不合格品通知单》通知进行返工。
c. 工艺出现异常或连续出现不合格品时,质检员必须及时填写《异常信息反馈单》,由质量部、技术部等有关部门会审处理,同时对之前生产的产品进行隔离检查,确认之前产品无问题为止。
d. 不能返修需要降级处理的或报废的组件,质检员及时填写《不合格品处理单》注明降级或报废,及时通知生产部门,由生产部门按降级或报废程序处理。
5.6.3 EVA交联度控制在80%~90%,质检部门对每批来料EVA进行抽样,由质量部做交联度试验,不符合要求则应再重新再做,仍不符合要求,需作失效模式分析,即对该批次的EVA胶膜进行检查,由技术部对层压工艺参数进行检查,合格才能使用,属材料问题退货。
针对层压机的稳定性建议对每台层压机进行2次/周交联度测试,要求交联度控制在80%~90%,在相同材料相同机台情况下前后两次交联度差异值≤5%;
5.6.4层压后组件堆放数量,双边周转车每边堆放不超过25pcs;
5.7装框工序(重点工序):关注设备状态,控制边框质量,组装质量和清洗质量。
5.7.1注意打胶机注胶质量,组框设备初始调整位置和组框状态正常。否之应通知有关技术、设备部门和操作人员进行调整。新设备使用前、设备修理后、重新调试后,应空机运行首件报检。
5.7.2铝边框和接线盒由操作工按设计图纸或技术要求全检;质检部门对铝边框按相应标准进行随机抽检,符合标准可以使用,不符标准的填写《不合格品退库申请单》,当班检验值班长确认签字退库。
5.7.3 操作工对组装好组件按检验标准进行检验,符合标准的进行组件清洗,质检员抽检,每4小时抽检1次/台,3pcs/台。
5.7.4操作工对每一块清洗好组件自检,质检员抽检,检验合格车间填《报检单》报检。
5.8组件电性能终测:控制标准组件校准步骤和方法,控制标准传递准确和统一,减少环境因素、设备因素和标板因素带来的测试误差。确保被测组件电性能参数正确,对绝缘性能测试和组件外观质量全检,检验合格后办理入库。
5.8.1测试依据:
a.《晶体硅太阳电池组件技术文件》---IEC61215\IEC61730\UL1703
b.《组件外观等级判定标准》
c.《绝缘耐压测试作业指导书》
d.《测试仪操作规程》
5.8.2检验仪器/工具
a.测试仪:众森AAA级、华索AAA级;
b.绝缘耐压测试仪;
c.标准组件: TUV(需要时使用)
d.计算机、序列号打印机、热转印标签打印机。
5.8.3 测试环境温度:25±2℃,相对湿度50%±15%。
标准测试条件: AM1.5、辐照度:1000W/m2、温度:25±2℃。
5.8.4标板校准
5.8.4.1标板校准条件:AM1.5、辐照度:1000W/m2、温度:25±1℃
5.8.4.2标板校准的误差控制在;Pm±0.3W(众森)、±0.5W(华索 )Vm±5%、Im±5%。
5.8.4.3标板校准的间隔时间,按《电性能测试作业指导书》规定,众森、华索测试仪2小时。
a.众森测试仪的校准,一般测试间隔2小时可进行一次标板核对,若误差大于±0.5W,则应重新校准。
b.众森、华索测试仪,达到规定校准时间时,可以先闪一次,若Pm误差大于±0.5 W,则应重新校准。
5.8.4.4以下情况应先进行标准复核和交叉比对,确定测试误差基本正确后再测试。
a. 125电池组件→156电池组件替换时;
b. 单晶组件→多晶组件替换时;
c. 黑背板组件→白背板组件替换时;
e. 无锡标板→TUV标板替换时;
5.8.4.5 换季或气温发生明显变化时,应随时注意组件测试数据的正确性。可采用标板相互测试比对或以现处环境校准标板,测试以前测试过的同一批组件,根据两次的测试数据误差大小,判断或调整或修正。
5.8.5被测组件在测试仪上的位置应与标板校准位置相同。
5.8.6测试用连接电缆的连接器,接插3000次后应换连接器或接触电阻大时应进行更换。
5.8.7质检员按质检标准对电池组件进行全检和分档拼托(包括正品档和降级档),满托,整理测试数据。
5.8.8耐压测试:检验员按《绝缘耐压试验作业指导书》对组件绝缘性能进行抽检;样品从入库批中随机抽5%进行试验,若抽检不合格,则再加倍抽检;仍有不合格者,则对此批次组件的绝缘性能进行全检。
5.8.9组件外观质量检验,在测试电性能的同时,对组件的边框、背板、接线盒等做全检,组件正面100%全检,按蛇形法检验,从头部开始检验。
5.9出库检验(打包检验):控制包装的组件规格统一和包装质量。
操作工检查待装组件、包装质量、标识,质检员抽检,符合标准的盖章发货。
扫二维码用手机看





Copyright 2019 苏州矽美仕绿色新能源有限公司 苏ICP备11054210号-1 网站建设: 中企动力 昆山